

Saya khawatir satu milimeter yang salah dapat menghentikan pekerjaan. Saya telah mengalami kesulitan tersebut. Saya ingin bukti terlebih dahulu. Inilah cara saya memastikan akurasi sebelum saya membeli.
Saya memverifikasi akurasi sebelum pesanan apa pun dengan paket yang jelas: gambar teknik 2D dengan semua dimensi kritis dan toleransi, laporan artikel pertama berbasis CMM, inspeksi pihak ketiga opsional, dan pengukuran video langsung. Saya juga dapat menyetujui sampel fisik, sehingga kecocokan terbukti pada alat berat saya.
Berikut adalah janji sederhana saya. Saya membuat data menjadi terlihat. Saya menunjukkan metodenya. Saya membiarkan Anda mengukur bersama saya. Kemudian saya mengunci spesifikasinya. Jadi Anda dapat memesan dengan percaya diri.
Bisakah Anda memberikan gambar teknis terperinci dengan semua dimensi kritis?
Saya khawatir kehilangan satu dimensi kritis dapat menyebabkan suku cadang tidak pas (no-fit). Saya ingin gambar yang menunjukkan segalanya. Saya juga ingin toleransi yang penting.
Ya. Saya menyediakan gambar terperinci lengkap dan CAD asli. Setiap dimensi yang kritis terhadap kecocokan (critical-to-fit) ditandai dengan toleransi yang jelas dan GD&T. Saya membagikan daftar periksa dimensi kritis, dan saya menyertakan hasil artikel pertama kami agar sesuai dengan setiap spesifikasi.
Apa yang Anda dapatkan sebelum berkomitmen
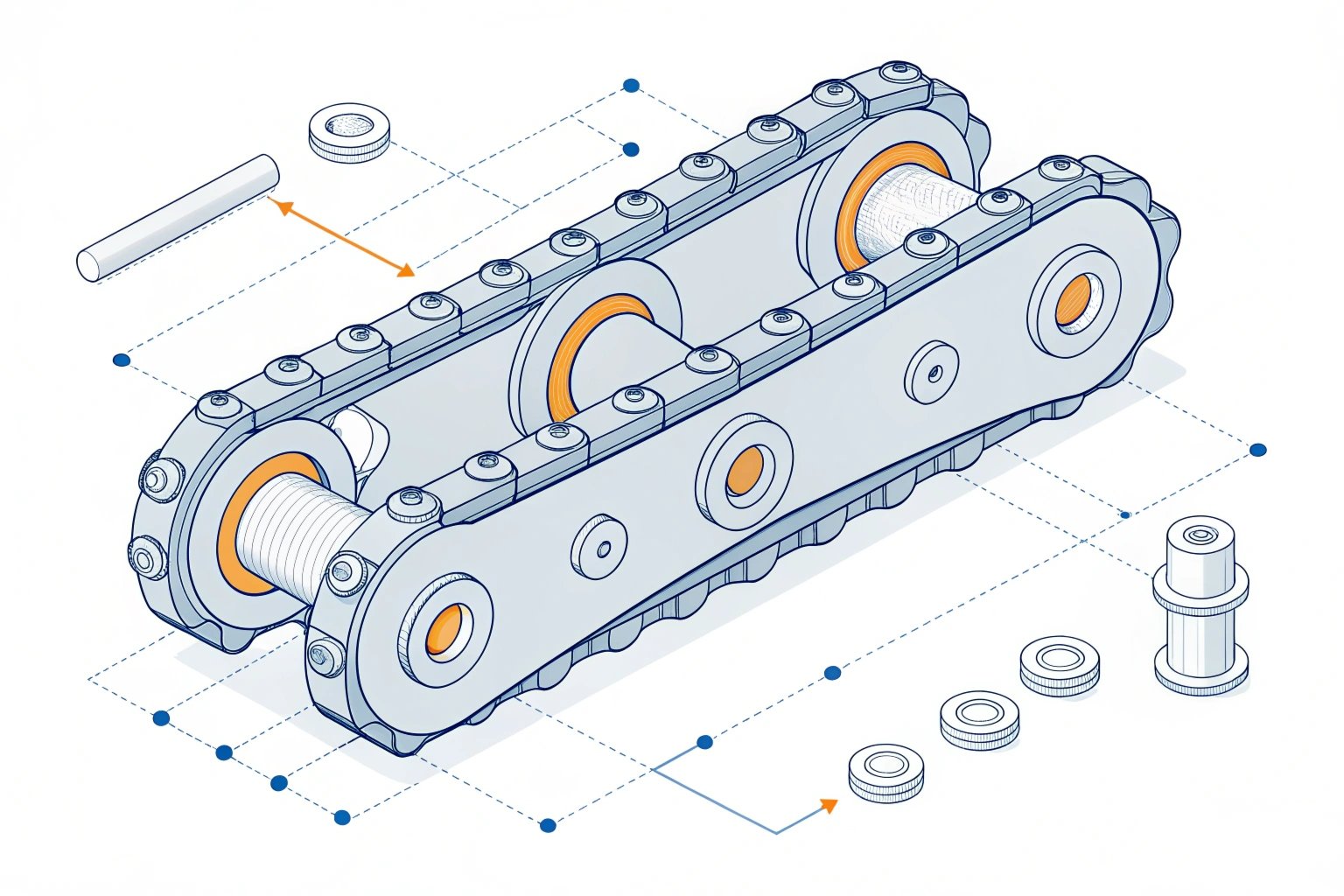
Anda mendapatkan set gambar lengkap dengan setiap fitur antarmuka yang ditandai. Saya menyertakan tampilan cetak biru untuk lubang (bores), diameter luar (OD), permukaan, pitch, dan pola baut. Saya juga menyertakan model 3D STEP 1 jika Anda ingin memeriksa bentuk dan celah pada CAD Anda. Saya mencantumkan setiap titik kritis terhadap kecocokan (CTF). Contohnya adalah pitch track link, diameter luar bushing, diameter luar pin, diameter pitch sprocket, diameter luar idler, dudukan poros roller, dan posisi lubang baut. Saya menandai setiap item CTF pada gambar dan dalam daftar periksa terpisah.
Saya juga menyelaraskan gambar kami dengan referensi OEM 2 merek Anda. Saya mengonfirmasi kode suku cadang, revisi, dan model alat berat. Saya menambahkan catatan untuk perlakuan panas (heat treatment) 3, penyelesaian permukaan, dan ketebalan lapisan, karena hal ini dapat menggeser dimensi jika tidak kita kendalikan. Saya memetakan rencana pengendalian pada gambar. Jadi setiap titik CTF memiliki alat, metode, frekuensi, dan aturan penerimaan.
Konten gambar dan GD&T
Saya menggunakan GD&T hanya jika memberikan nilai tambah 4. Saya menerapkan posisi pada lingkaran baut, runout pada diameter luar besar (idler, sprocket), paralelisme pada permukaan dudukan roller, dan tegak lurus pada permukaan flensa. Untuk pitch, saya menggunakan toleransi pitch kumulatif pada sejumlah link tertentu, ditambah perlengkapan pengukur khusus. Saya menerapkan toleransi umum pada fitur non-kritis menggunakan ISO 2768 (mK) 5 kecuali Anda menentukan standar yang berbeda. Saya menyatakan skema datum dengan tumpukan yang besar dan terbaca sehingga Anda dapat mengikuti pengaturannya.
Verifikasi sampel dan pihak ketiga
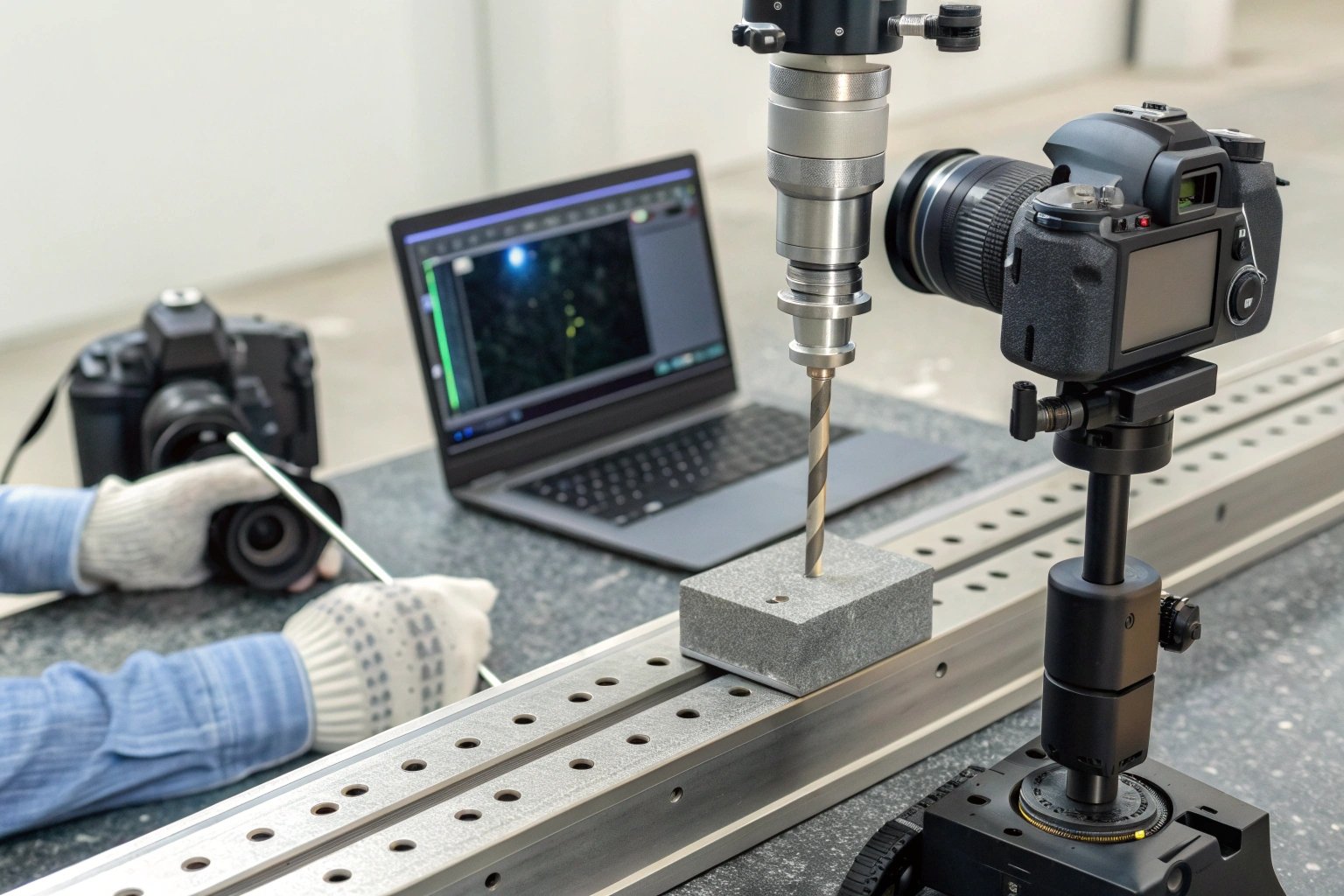
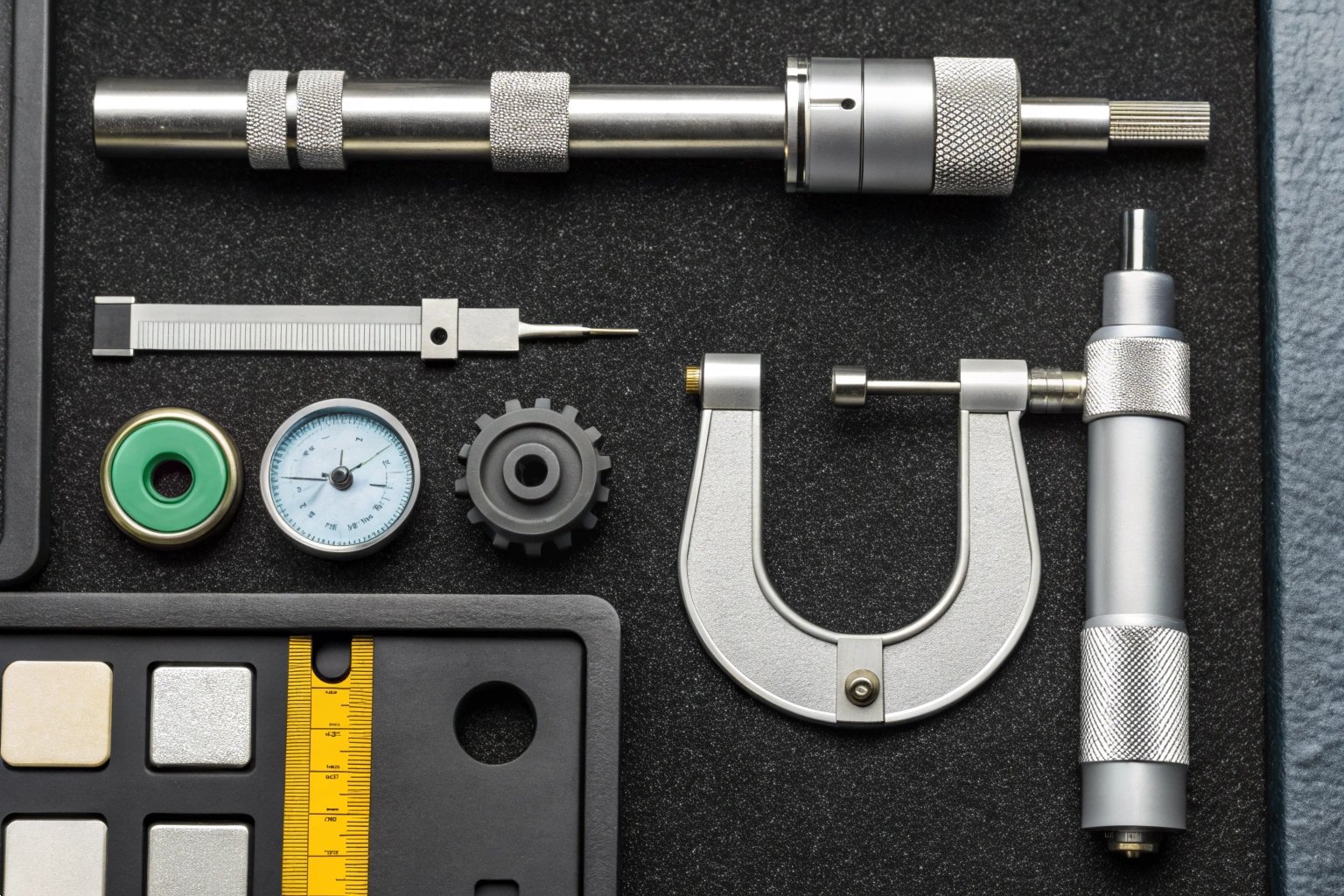
Jika Anda ingin memverifikasi sendiri, saya dapat mengirimkan sampel pra-produksi. Anda dapat mengukur dengan jangka sorong, mikrometer, pengukur lubang (bore gauge), atau pengukur ketinggian. Ukur diameter luar bushing, pitch link, diameter luar idler, dan posisi lubang. Jika pengiriman lambat atau mahal, saya dapat melakukan sesi video langsung. Saya menempatkan suku cadang pada CMM atau komparator optik. Anda melihat probe mengenai titik-titik dan melihat pembacaan layar. Anda dapat meminta untuk mengukur ulang titik mana pun. Jika Anda ingin kepastian ekstra, saya dapat memesan SGS, BV, atau TUV 6 untuk mengeluarkan laporan dimensi independen yang mencantumkan hasil nominal, toleransi, dan aktual untuk setiap item CTF.
Di bawah ini adalah paket tepat yang saya berikan untuk verifikasi pra-pesanan.
| Item | Format | Konten | Kapan Dikirim |
|---|---|---|---|
| Gambar 2D (kontrol revisi) | PDF + DWG | Semua dimensi, tag CTF, GD&T, material, heat treat, finish | Sebelum sampel atau FAI |
| Model 3D | STEP/IGES | Geometri lengkap untuk pemeriksaan kecocokan digital | Sebelum sampel atau FAI |
| Daftar periksa dimensi kritis | XLSX | Daftar CTF dengan nominal, toleransi, alat ukur, metode | Sebelum sampel atau FAI |
Alat kontrol kualitas apa (misalnya, CMM) yang Anda gunakan untuk memeriksa dimensi?
Saya telah melihat bengkel yang hanya mengandalkan jangka sorong. Itu tidak cukup. Saya ingin alat yang tepat untuk setiap fitur. Saya juga ingin bukti akurasi.
Saya menggunakan CMM untuk kecocokan inti 7, ditambah bore gauge, mikrometer, pengukur ketinggian, dan komparator optik. Saya menjaga semua alat tetap terkalibrasi. Saya menjalankan MSA (gage R&R) pada alat ukur kritis. Saya dapat mengukur langsung melalui video.
Metrologi inti untuk suku cadang undercarriage berat
Fitur yang berbeda membutuhkan alat yang berbeda. Saya memeriksa lubang dan poros dengan bore gauge dan mikrometer kelas satu. Saya memeriksa diameter luar yang besar, seperti idler dan sprocket, pada CMM dengan meja putar atau dengan mikrometer diameter besar. Saya memeriksa pitch dengan perlengkapan khusus dan mengonfirmasi pada CMM menggunakan titik pusat-ke-pusat. Saya memeriksa lingkaran baut dengan CMM dan komparator optik untuk definisi tepi. Saya memeriksa runout dengan meletakkan suku cadang pada blok-V dan menggunakan dial indicator, lalu mengonfirmasi pada CMM. Saya menggunakan pengukur ketinggian dengan meja perata granit untuk ketinggian bertingkat dan ketebalan flensa. Untuk profil kecil, saya menggunakan komparator optik dengan overlay. Saya memverifikasi penyelesaian permukaan dengan penguji kekasaran jika penting untuk segel (seal) atau dudukan bantalan (bearing).
Saya melacak semua instrumen dalam sistem kalibrasi 8. Setiap alat memiliki ID unik, tanggal jatuh tempo kalibrasi, dan sertifikat yang dapat dilacak ke standar nasional. Saya memblokir alat yang sudah kedaluwarsa. Saya menyimpan log metrologi dalam catatan pekerjaan. Operator memindai alat ukur sebelum mereka mengukur.
Kalibrasi, MSA, dan standarisasi metode
Pada fitur yang kritis terhadap kecocokan (CTF), saya menjalankan gage R&R untuk memastikan alat dan penilai tidak menambah terlalu banyak variasi. Jika R&R P/T tinggi, saya mengganti metode. Misalnya, jika jangka sorong menunjukkan penyebaran terlalu banyak pada diameter luar pin, saya pindah ke mikrometer atau CMM. Saya menulis lembar kerja standar dengan foto. Ini menunjukkan pengaturan, penjepitan, catatan suhu, dan titik probe yang tepat. Saya mengontrol suhu di dekat 20°C untuk pengukuran yang ketat. Saya menempatkan suku cadang di dekat ruangan untuk mencapai keseimbangan sebelum pengukuran.
Opsi pengukuran langsung yang dapat Anda saksikan
Jika Anda tidak dapat menerima sampel dengan cepat, saya mengatur sesi langsung. Saya memasang kamera pada layar CMM dan kamera lain pada suku cadang. Anda dapat melihat probe menuju ke lubang, permukaan, atau pusat lubang. Anda dapat melihat setiap nilai saat muncul. Anda dapat meminta saya untuk mengulang titik atau mengukur 10 buah berturut-turut. Saya merekam sesi tersebut dan mengirimkan filenya.
Berikut adalah cara saya mencocokkan alat dengan fitur dan ketidakpastian tipikalnya.
| Fitur | Alat Utama | Akurasi/Ketidakpastian Tipikal |
|---|---|---|
| OD Bushing (misal, 90 mm) | CMM atau mikrometer | ±0.005–0.010 mm |
| OD Pin (misal, 50 mm) | Mikrometer | ±0.003–0.008 mm |
| Pitch Link (pusat-ke-pusat) | CMM + fixture pitch | ±0.02–0.05 mm |
| OD Idler (misal, 580 mm) | CMM atau pita diameter + sampel CMM | ±0.05–0.10 mm |
| Posisi Lingkaran Baut | CMM | ±0.02–0.05 mm |
| Runout (idler/sprocket) | Dial indicator + cek CMM | ±0.02–0.05 mm |
Berapa toleransi dimensi yang Anda terima (misalnya, +/- mm)?
Saya tidak suka toleransi yang tidak jelas. Saya ingin angka yang jelas yang sesuai dengan realitas alat berat. Saya juga ingin GD&T yang membantu, bukan sekadar hiasan.
Saya menggunakan toleransi umum berbasis ISO untuk fitur non-kritis dan batas khusus fitur yang lebih ketat untuk bagian yang pas. Contoh tipikal: OD bushing ±0,02 mm, OD pin ±0,01–0,02 mm, OD idler ±0,20 mm, pitch ±0,10 mm per link, runout ≤0,15 mm.
Toleransi umum
Untuk dimensi non-kritis, saya menerapkan ISO 2768-mK secara default. Ini memberikan batas praktis untuk suku cadang berat tanpa proses berlebihan. Saya mencantumkan ini pada catatan gambar. Jika standar Anda berbeda, saya menyelaraskan dengan aturan Anda. Untuk kecocokan antara lubang dan poros, saya memilih kelas ISO 286 9 yang sesuai dengan metode pemasangan Anda. Untuk press-fit seperti bushing ke dalam link, kami menetapkan interferensi berdasarkan gaya perakitan dan praktik termal Anda.
Contoh undercarriage yang kritis
Saya akan membagikan angka tipikal yang sering kami gunakan. Harap perlakukan ini sebagai titik awal. Kita menyepakati nilai akhir bersama-sama.
- Pitch track link: nominal 203,2 mm, toleransi ±0,10 mm per link, dengan kontrol kumulatif pada 10 link ≤±0,30 mm.
- OD Bushing (misal, 90,00 mm): ±0,02 mm setelah heat treat, dengan kebulatan (roundness) ≤0,01 mm.
- OD Pin (misal, 50,00 mm): ±0,01–0,02 mm, penyelesaian permukaan Ra ≤0,8 µm pada zona bantalan.
- OD Idler (misal, 580,0 mm): ±0,20 mm, total indicator runout (TIR) ≤0,15 mm.
- Diameter pitch sprocket: ±0,15 mm, profil gigi dalam batas templat, runout ≤0,15 mm.
- Dudukan poros roller: diameter ±0,02 mm, silindrisitas ≤0,02 mm.
- Posisi lubang baut: posisi sebenarnya ≤0,10 mm pada MMC relatif terhadap datum utama.
- Ketebalan flensa: ±0,10 mm, paralelisme terhadap datum ≤0,05 mm.
Saya juga menyertakan rencana kontrol distorsi perlakuan panas, karena tahap kekerasan dapat menggeser ukuran. Saya mengukur setelah temper terakhir dan gerinda jika diperlukan untuk mencapai angka yang ketat.
Berikut adalah pandangan cepat yang dapat Anda gunakan untuk membandingkan dengan spesifikasi Anda.
| Fitur (contoh ukuran) | Toleransi Tipikal | Catatan GD&T Tipikal |
|---|---|---|
| Pitch link 203,2 mm | ±0,10 mm per link; 10-link kum ≤±0,30 mm | Posisi terhadap datum pitch |
| OD Bushing 90,00 mm | ±0,02 mm; kebulatan ≤0,01 mm | Datum A pada sumbu lubang |
| OD Pin 50,00 mm | ±0,01–0,02 mm | Silindrisitas ≤0,02 mm |
| OD Idler 580,0 mm | ±0,20 mm; TIR ≤0,15 mm | Runout terhadap datum permukaan |
| Lubang baut Ø18,0 mm | Posisi sebenarnya ≤0,10 mm @ MMC | Datum A, B, C |
| Dudukan roller Ø60,00 mm | ±0,02 mm | Paralelisme ≤0,03 mm |
Menyetujui dan mengendalikan toleransi akhir
Saya tidak memaksakan satu aturan untuk semua ukuran. Saya memulai dengan kebutuhan kecocokan alat berat Anda. Saya mensimulasikan kondisi termal jika Anda merencanakan perakitan panas atau dingin. Saya menjalankan Inspeksi Artikel Pertama (FAI) dengan pemeriksaan 100% pada fitur CTF. Saya melacak kapabilitas proses (target Cpk ≥1,33) 10 pada fitur-fitur ini dalam uji coba produksi. Jika Cpk rendah, saya menyesuaikan proses atau melonggarkan batas non-fungsional setelah kita setujui. Saya mengunci toleransi akhir dalam rencana kontrol dan revisi gambar. Saya kemudian menyimpan sampel sebagai "master emas" dengan label berseri. Saya menyimpannya selama masa pakai suku cadang tersebut.
Bagaimana Anda menjamin suku cadang saya akan pas dengan mesin OEM secara sempurna?
Saya tahu bahwa "hampir pas" tetap saja gagal di lapangan. Saya ingin jaminan kecocokan yang nyata. Saya ingin perbaikan cepat jika ada yang menyimpang dari spesifikasi.
Saya menjamin kecocokan dengan proses sampel emas, FAI yang didukung CMM, dan inspeksi 100% pada fitur-fitur kritis. Saya menjalankan pemeriksaan pemasangan dengan pengukur dan jig. Jika ada suku cadang yang dikirim menyimpang, saya mengganti, membuat ulang, atau mengembalikan dana dengan cepat.

Sampel emas dan FAI yang mengunci spesifikasi
Pertama, kita menyepakati master, yang juga disebut sampel emas. Anda dapat menerimanya dan memvalidasi pada mesin Anda. Atau kita dapat memvalidasi bersama melalui video dengan bukti CMM. Saya memberi tag pada sampel ini dan menguncinya di penyimpanan. Kedua, saya menjalankan Inspeksi Artikel Pertama pada potongan produksi pertama. Saya memeriksa semua dimensi kritis pada CMM. Saya juga memeriksa item umum sesuai rencana. Saya mengirimkan laporan FAI kepada Anda yang mencantumkan angka nominal, toleransi, dan aktual. Saya menyertakan foto pengaturan dan titik-titik pengukuran.
Inspeksi 100% pada fitur kritis
Saya tidak mengambil risiko pada CTF hanya dengan pengambilan sampel. Saya memeriksa 100% suku cadang pada dimensi kritis yang mengontrol kecocokan. Misalnya, saya memeriksa setiap OD bushing, setiap OD pin, setiap pitch pada set link, dan setiap posisi lingkaran baut. Saya menggunakan go/no-go gauge jika memungkinkan. Saya juga menggunakan jig otomatis untuk pitch sehingga saya dapat mengukur dengan cepat dan tanpa bias. Untuk fitur non-kritis, saya menggunakan sampling AQL kecuali Anda meminta lebih.
Verifikasi kecocokan dengan jig dan tes coba-pas
Saya menyimpan jig kontrol yang mensimulasikan antarmuka mesin. Saya memeriksa sampel berjalan dari setiap batch pada jig: keterlibatan pitch link dengan templat sprocket, runout idler pada mandrel, atau pola baut pada pelat master. Untuk suku cadang khusus, saya dapat membuat fixture dari CAD Anda yang mereplikasi geometri pasangannya. Saya menyimpan catatan jig dengan nomor seri.
Bukti langsung dan ketertelusuran
Jika Anda mau, saya melakukan bukti langsung untuk setiap pengiriman. Saya membuka kotak secara acak, mengukur di depan kamera, dan menunjukkan label serta nomor seri. Saya menjaga ketertelusuran dari lot panas (heat lot) hingga paket akhir. Jika muncul masalah, saya dapat melacak kembali ke lot dan operatornya.
Solusi jelas jika terjadi kesalahan
Jika suku cadang yang dikirim berbeda dari sampel yang disetujui atau gambar yang dikunci, Anda mendapatkan perbaikan prioritas. Saya dapat mengganti suku cadang yang terpengaruh, membuat ulang dengan jadwal yang dipercepat, atau mengembalikan dana. Saya membayar biaya pengiriman pengembalian untuk ketidaksesuaian yang terkonfirmasi. Saya juga menanggung biaya tenaga kerja pemasangan ulang yang wajar jika kita setujui dalam kontrak. Saya membuka NCR, menjalankan analisis akar masalah (root cause analysis), dan membagikan rencana tindakan korektif. Saya juga menyelaraskan stok, sehingga Anda tidak kehabisan. Saya menawarkan kredit harga sementara jika penundaan mengganggu jadwal Anda.
Bagaimana jika Anda tidak dapat menerima sampel fisik?
Jika pengiriman sampel tidak memungkinkan tepat waktu, saya melakukan video resolusi tinggi dan sesi langsung. Saya menaruh suku cadang di CMM, di komparator optik, dan pada alat ukur. Saya menunjukkan setiap pembacaan. Saya juga mengundang inspektur pihak ketiga untuk menghadiri panggilan tersebut. Jika Anda masih menginginkan bukti fisik, saya dapat mengirimkan satu set "kupon pengukuran" yang mencakup bagian lubang, bagian profil gigi, atau irisan lingkaran baut. Kupon ini cepat dikirim dan bagus untuk pemeriksaan kecocokan.
Kesimpulan
Anda mendapatkan gambar teknik, data CMM, sampel atau bukti langsung, dan jaminan kecocokan. Anda melihat angka, metode, dan rencana perbaikan. Anda memesan dengan kepastian.
Catatan Kaki
1. Standar resmi ISO untuk format STEP, sangat penting untuk pertukaran data model 3D. ↩︎
2. Referensi ke informasi suku cadang dan servis resmi dari Produsen Peralatan Asli (OEM) terkemuka. ↩︎
3. Sumber daya yang merinci prinsip dan proses perlakuan panas untuk meningkatkan kekuatan dan daya tahan logam. ↩︎
4. Standar resmi American Society of Mechanical Engineers (ASME) untuk pendimensian dan toleransi (GD&T). ↩︎
5. Standar ISO yang mengatur toleransi umum untuk dimensi linier dan sudut tanpa indikasi toleransi individu. ↩︎
6. Tautan ke perusahaan inspeksi global utama yang menyediakan layanan verifikasi dan sertifikasi pihak ketiga. ↩︎
7. Informasi tentang Mesin Ukur Koordinat (CMM) dan penggunaannya dalam inspeksi dimensi presisi tinggi. ↩︎
8. Informasi badan standar resmi tentang ketertelusuran pengukuran dan pentingnya kalibrasi instrumen. ↩︎
9. Standar ISO yang merinci sistem batas dan kecocokan untuk lubang dan poros, penting untuk perakitan. ↩︎
10. Panduan untuk Indeks Kapabilitas Proses (Cpk), metrik utama untuk mengukur kinerja dan konsistensi proses. ↩︎